金属补偿器是用于各种管道中一种补偿位移连接件,那么这种金属补偿器是怎样加工出来的呢?首先金属补偿器在加工时,原料不锈钢板材要按照技术设计图纸来加工制作.如果有特殊要求的,需要进行特殊加工,中浩机械有着多年的加工生产经验,支持定制,欢迎广大用户来电洽谈.
金属补偿器是用于各种管道中一种补偿位移连接件,那么这种金属补偿器是怎样加工出来的呢?下面小编来给大家解读一下:
首先金属补偿器在加工时,原料不锈钢板材要按照技术设计图纸来加工制作。确定好尺寸后通过剪板机进行定尺裁剪。整张板材裁剪好后,要和图纸进行测量比对,确认无误后,方可批量裁剪。
接下来是金属补偿器卷筒制作工艺了,将裁好的板材用自动焊接卷制焊接成筒形。在焊接时要注意焊接接头要清洁,整齐没有杂质,假如处理不好将直接影响焊口的牢固性。焊接成筒后要对焊口进行探伤抽查,以确保产品的后期质量。
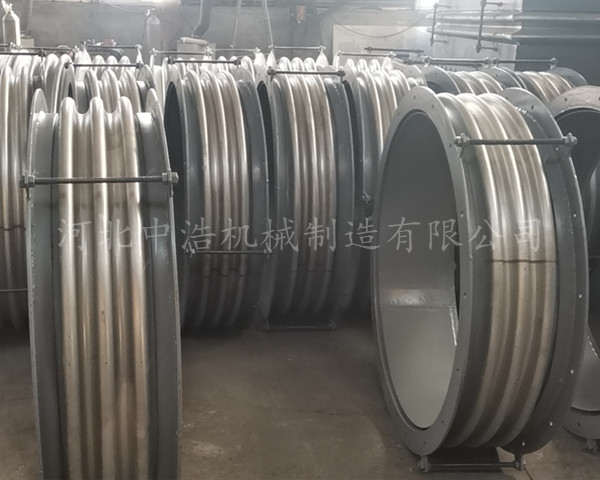
压制波纹是金属补偿器成品的一半工艺了,将焊接的好的筒体放到机械涨形的压波机上,通过模具的机械涨形,在筒体上撑出波纹的形状来。在撑波是要注意要匀速运行设备,以免因为速度过快,导致波纹被撑裂开。在筒体需要做的波纹比_多的时候,要注意测量尺寸,以此来确保出来的波纹是均匀的。
接下来是金属补偿器的拼焊过程了,金属补偿器焊接前要将两管轴线对中,先将两管端部点焊牢,管径在100mm以下可点焊三点,管径在150mm以上以点焊四点为宜。
金属补偿器管材壁厚在5mm以上者应对管端焊口部位铲坡口,如用气焊加工管道坡口,要除去坡口表面的氧化皮,并将影响焊接质量的凹凸不平处打磨平。
金属补偿器管材与法兰盘焊接,应先将管材插入法兰盘内,先点焊2-3点再用角尺找正找平后方可焊接,法兰盘应两面焊接,其内侧韩缝不得凸出法兰盘密封面。
金属补偿器根据设计要求,工作压力在0.1MPa以上的蒸汽管道、一般管径在32mm以上的采暖管道以及高层建筑消防管道可采用电、气焊连接。管道焊接时应有防风、防雨雪措施,焊区环境温度低于-20℃,焊口应预热,预热温度为100-200℃,预热长度为200-250mm。一般管道焊接为对口形式及组对。
以上是通用型
金属补偿器的整个加工过程,如果有特殊要求的,需要进行特殊加工,中浩机械有着多年的加工生产经验,支持定制,欢迎广大用户来电洽谈。